The Problem with Single-Objective Welding Optimization
A welding cell is a tangle of competing objectives. Push current and travel speed for throughput and you burn through consumables, overheat the joint, and shorten robot service life. Tune for pristine bead quality and the line slows to a crawl. Real production engineers have to satisfy weld penetration, tensile strength, defect rate, cycle time, energy use, robot jerk, tool wear, and noise — all at once, on the same machine, with the same parameter set.
Traditional methods force a choice: optimize one metric and accept the collateral damage, or run an evolutionary algorithm that needs tens of thousands of evaluations to find a balanced answer. Neither works when every weld test costs hundreds of dollars and hours of setup.

Inside the Dashboard
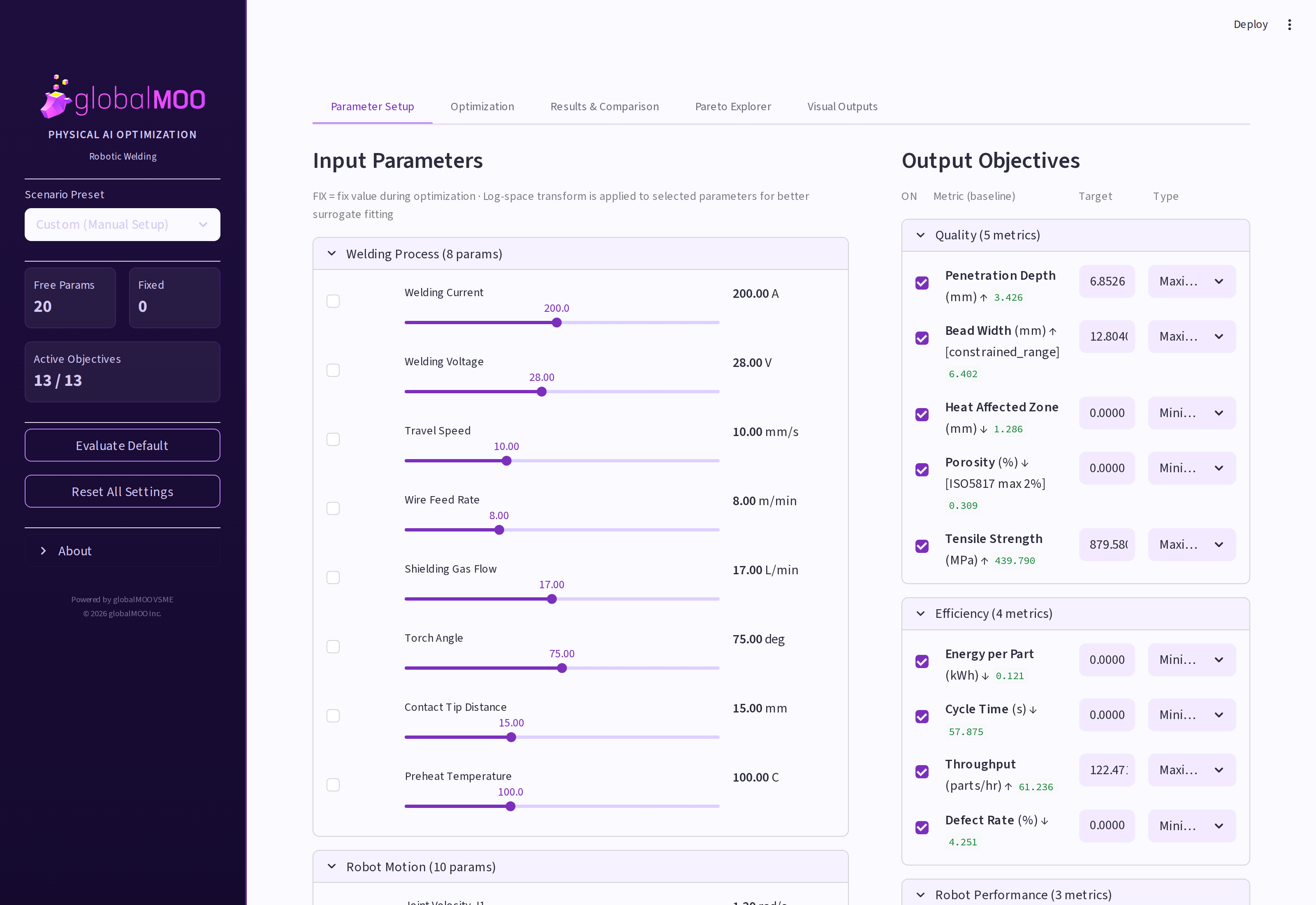
We built an interactive dashboard around the optimizer to show the full workflow end to end: configure 20 inputs and pin any subset as fixed; choose Min/Max, Exact-Value, or Hybrid objectives across 13 outputs; load any of ten production-priority scenario presets.
Real-World Impact
A Welding Cell, Modeled End to End
The digital twin behind this work captures the physics that matter for production: arc-melting and heat-affected-zone behavior from the Gunaraj-Murugan and Easterling correlations, AWS D1.1 strength relationships, six-axis robot kinematics, and operational cadence (inspection, maintenance, tool wear). 20 parameters drive 13 outputs across four categories — weld quality, throughput, robot health, and environment.
Input Variables (20)
Welding current, voltage, travel speed, wire feed rate, shielding gas flow, torch angle, contact-tip distance, preheat. Six robot joint velocities, trajectory smoothing, approach speed, force-control gain, cycle-time target. Inspection and maintenance cadence.
Output Metrics (13)
Penetration depth, bead width, heat-affected zone, porosity, tensile strength. Energy per part, cycle time, throughput, defect rate. Joint jerk, trajectory error, tool wear rate. Acoustic noise.
How globalMOO Optimizes Robotic Welding
globalMOO learns the relationships between welding inputs and the full vector of quality, efficiency, and equipment outputs — then solves the inverse problem: given target ranges or directions for every output, which input recipe satisfies all of them at once? No weighting, no scalarization, no pre-committing to a trade-off.
- Three objective strategies — Min/Max for unbounded objectives, Exact-Value for spec-driven targets, and a Hybrid mode that mixes both on the same run
- Inverse problem solving — determine the exact parameter set that satisfies all 13 targets simultaneously, not a Pareto curve you still have to choose from
- Fix-and-free parameters — lock down a welding procedure spec (WPS) and optimize the rest, or open everything for new-material exploration
- Built for expensive evaluations — converges on deployable recipes inside the small evaluation budget a real shop floor or high-fidelity FEM solver can afford
Why Evaluation Efficiency Matters on the Shop Floor
Every weld test has a real cost. Physical coupon tests run $50–500 each plus hours of fixture setup. High-fidelity finite-element simulations take minutes to hours per run. Production-line trials burn material and throughput. The optimizer's evaluation count is the budget.
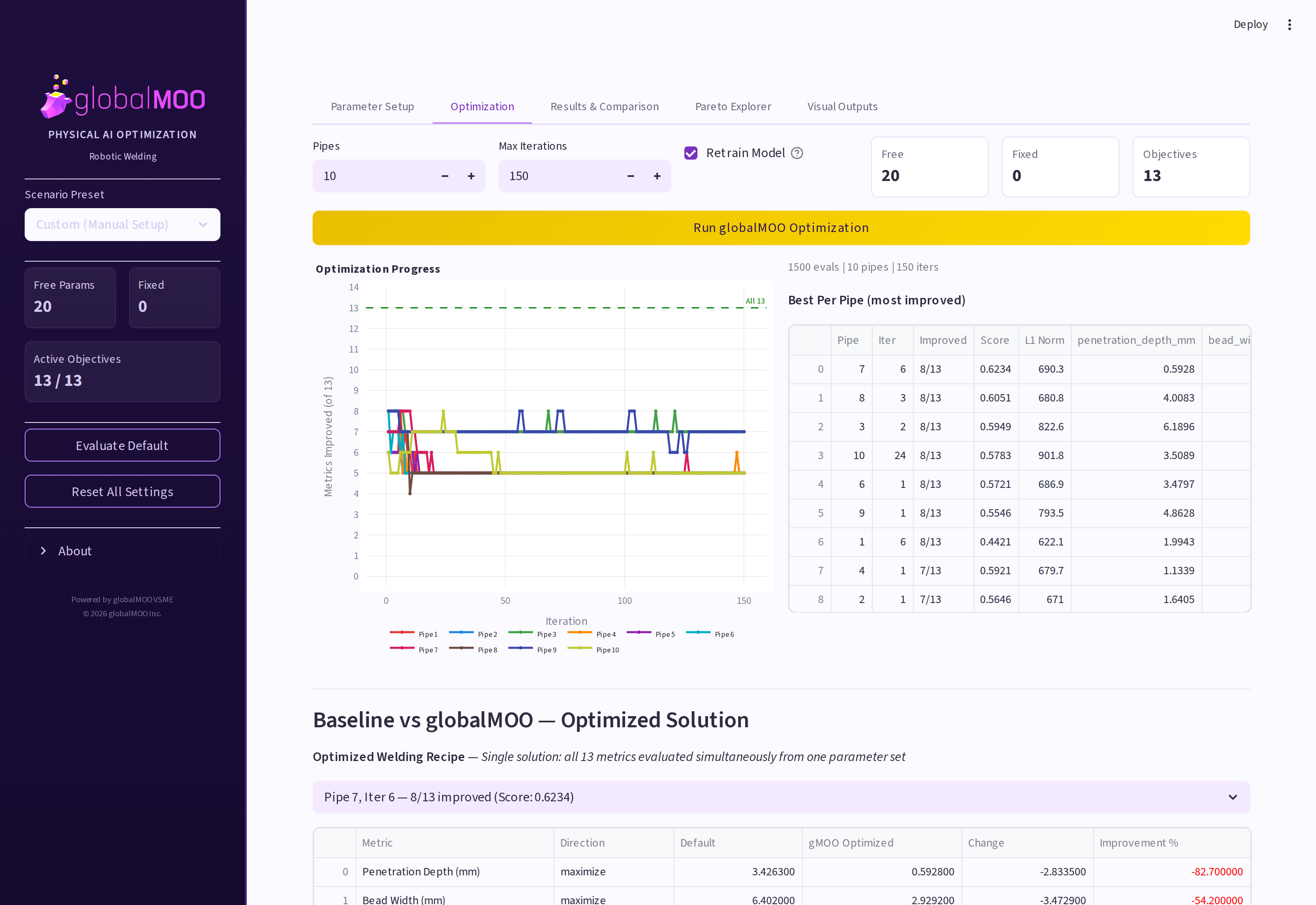
globalMOO delivers a balanced 12-of-13-metric recipe in roughly 1,000 evaluations. NSGA-II needs 20,000 to reach comparable Pareto quality — a 20× cost difference at the test bench.
That's the difference between a lab result and a recipe a process engineer can actually run on Monday morning.
Ten Production Priorities, One Engine
This implementation includes ten pre-configured scenarios that mirror the trade-offs real welding shops face. Each fixes a different subset of inputs (locking the WPS, locking the cell layout, etc.) and targets a different subset of outputs.
Quality-First Scenarios
S01 Structural Quality — penetration, tensile strength, HAZ, porosity. S06 Precision Welding — tight HAZ and trajectory error. S05 New Material Discovery — all 20 inputs free across all 13 metrics.
Production-First Scenarios
S02 Automotive Production — throughput, cycle time, energy, defects. S07 Locked WPS — optimize around a frozen welding procedure. S08 Rush Order Sprint — throughput and cycle time only.
Equipment- and Environment-Aware
S03 Robot Health — joint jerk, trajectory error, tool wear. S04 Green Manufacturing — energy, noise, wear, defects. S09 Noise-Restricted — for shifts and facilities with dB limits.
Balanced Daily Operation
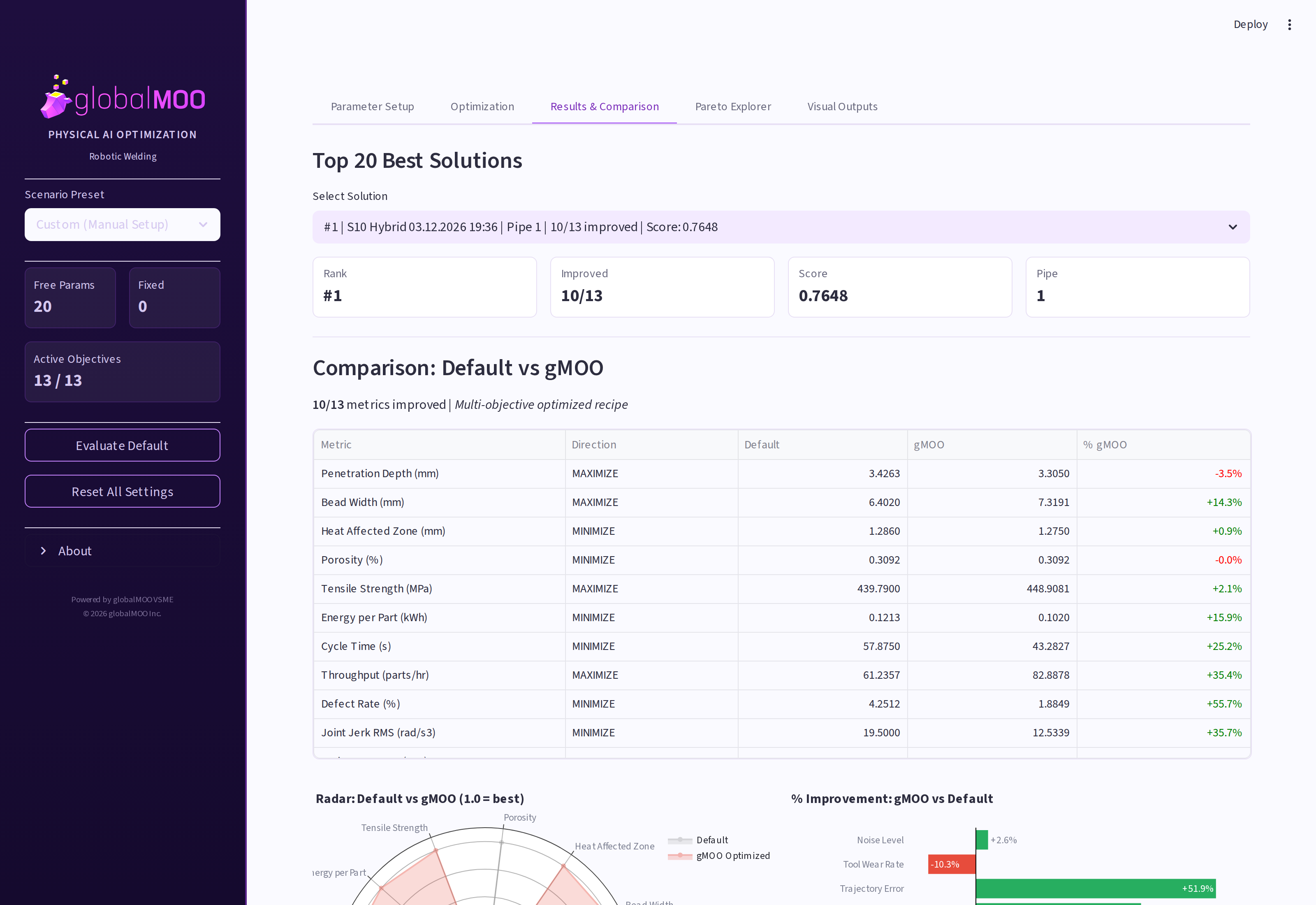
S10 Balanced Daily — the everyday recipe. globalMOO's S10 Hybrid run is where the headline 12-of-13 simultaneous-improvement result lives: defect rate −56%, trajectory error −52%, throughput +35%, cycle time −25%.
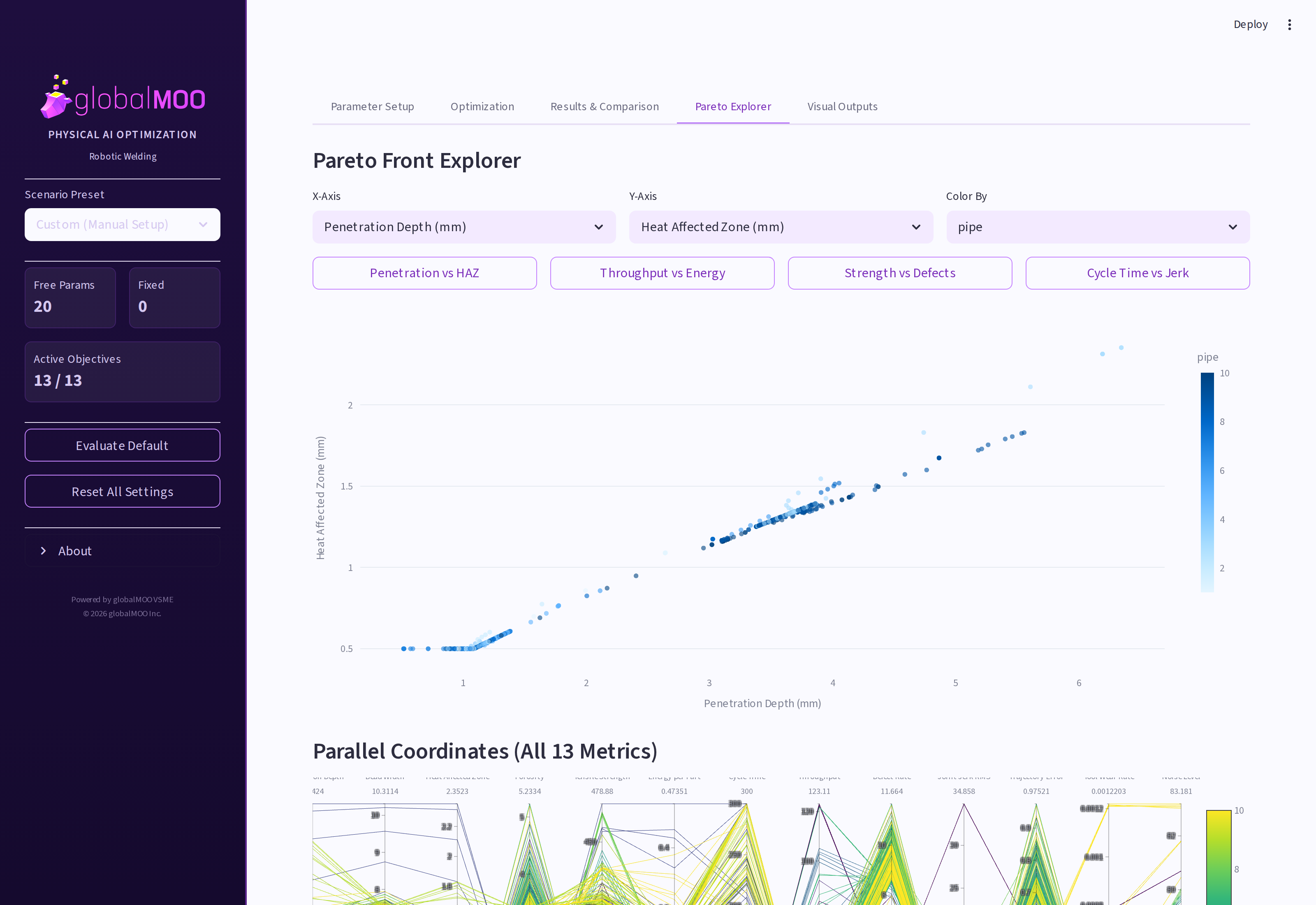
Explore the Trade-Off Surface
A Pareto Explorer lets you sweep any output against any other — penetration vs. heat-affected zone, throughput vs. energy, strength vs. defects — across every candidate evaluated during the optimization. The parallel-coordinates view shows all 13 metrics for every solution at once, color-coded by Pareto rank.
Where globalMOO Delivers Value
We built this implementation — a physics-based welding digital twin, the globalMOO bridge that performs the inverse solve, head-to-head baselines against Latin Hypercube Sampling and NSGA-II, and a dashboard for configuring parameters and exploring results — to demonstrate what globalMOO does on a real manufacturing problem. Robotic welding is the canonical hard case: a small evaluation budget, many competing objectives, no clean way to weight them, and a deployable recipe required at the end. The same approach generalizes to additive manufacturing, machining, casting, and any other production process where every test costs money and every output matters.